Space
Over the past few months I have been slowly clearing out space in the basement below my office in San Francisco. It looks like it used to be an artist’s studio with multi-colour paint spatters on the floor. I’m really excited to have such a great space to begin my build – the only downside is that the only entrances involve a narrow doorways and steep steps. I’m pretty sure I can get the wings out of there but the fuselage is hopeless. Right now my plan is to build the major fuselage sub-assemblies there and do the final assembly in the hangar.

Tools
I’ve slowly been amassing the tools to start my build. I picked up a compressor from Craigslist, its a 30 gallon Sanborn. I’m planning on using air tools so its probably marginal but about as good as you can do on a 110V outlet. I picked up an air rivet gun, an air drill and a die grinder from Harbor Freight and so far I’m quite impressed with the value. I’ll probably upgrade the chuck on the drill at some point but the quality is better than expected. I got one of their carts to try and slow the inevitable diffusion of tools across all surfaces in the workshop.

My local Home Depot had good quality Wiss aviation snips for a good price!
I ordered a Cleco kit, drill bits and surface conditioning discs from Pan American Tool. For the items they stock they have the best prices I’ve seen anywhere online.
I also picked up a box each of the two different grades of 1″ deburring wheels from Nebraska Surplus for a fantastic price.
http://www.surplussales.com/Tools-Accessories/T-Aabrasives.html
On Saturday I took another trip to Harbor Freight to pick up some tools – files, vice grip style C-clamps and some storage boxes. I also picked up a digital buffer which claims to have speed control like the expensive Makitas – we’ll see how it holds up. They also had some great parts storage boxes with removable compartments which made great boxes for rivets and clecos.


Starting Tail Kit
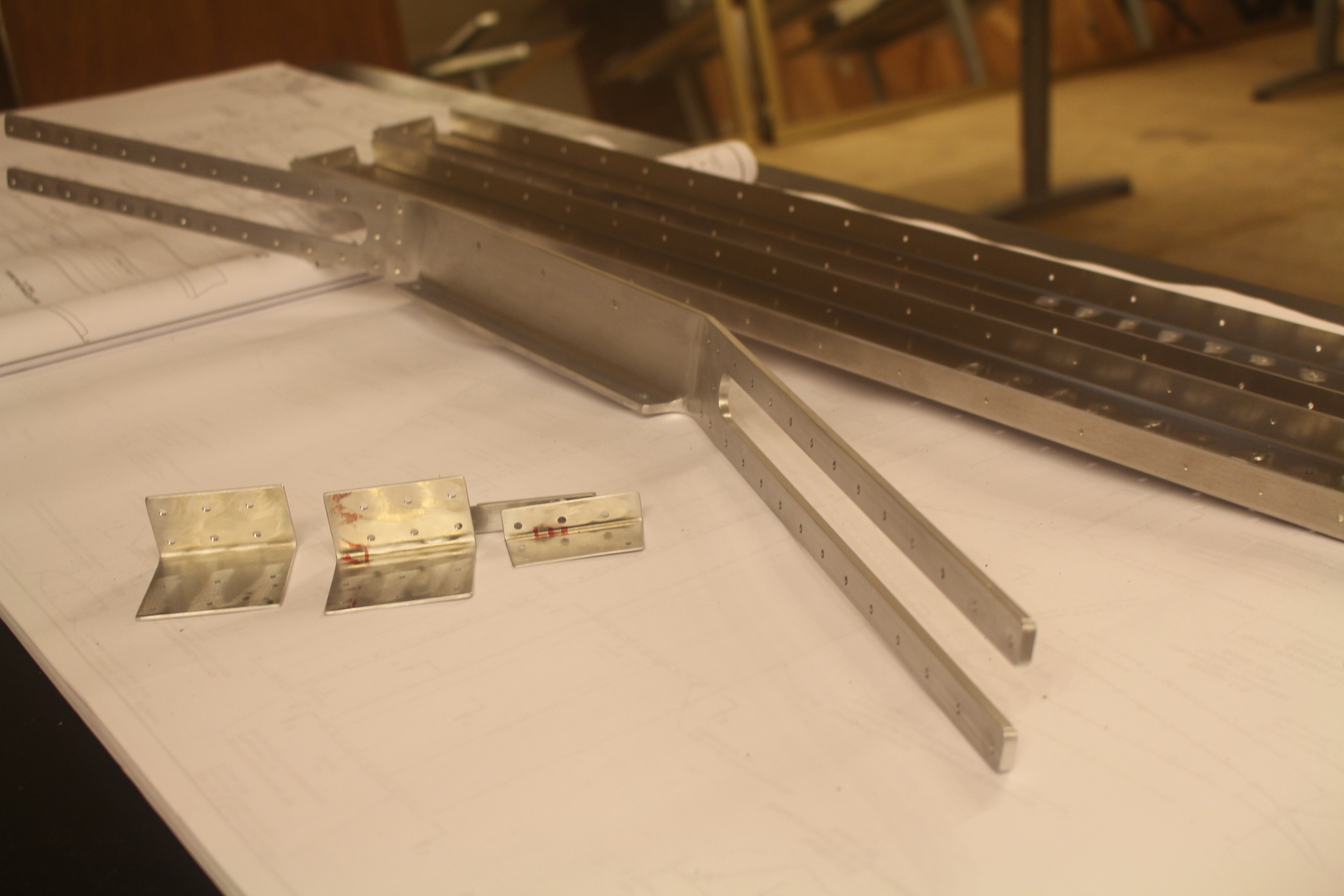
My tail kit was delivered in mid September but with family visiting from England it was only this Sunday that I was able to start the build. I started by laying out all the pieces of the horizontal stabilizer. Despite all the images I’ve seen in other people’s blogs, it was exciting to see vaguely airplane shaped parts laid out on the workbench in front of me for the first time.
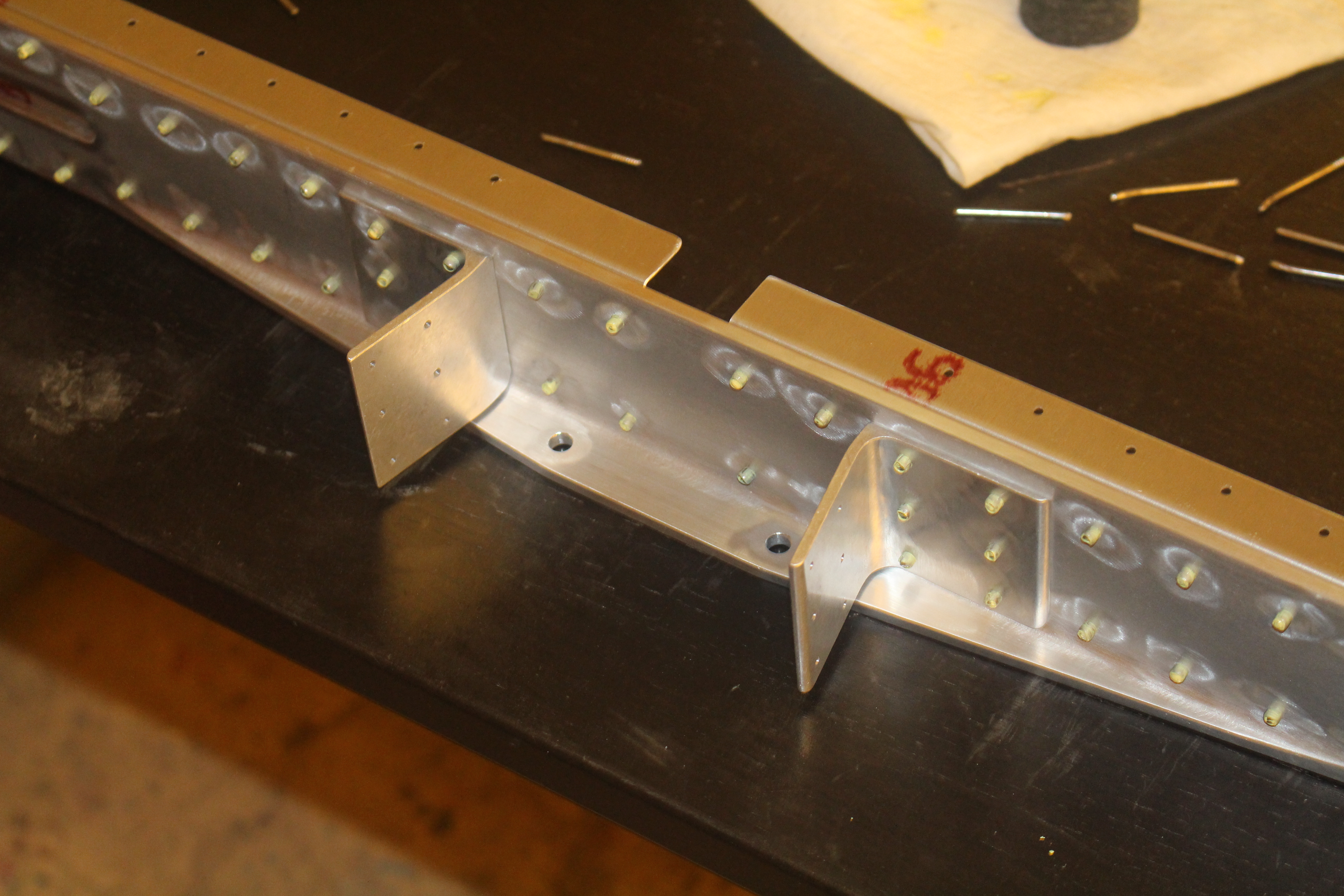
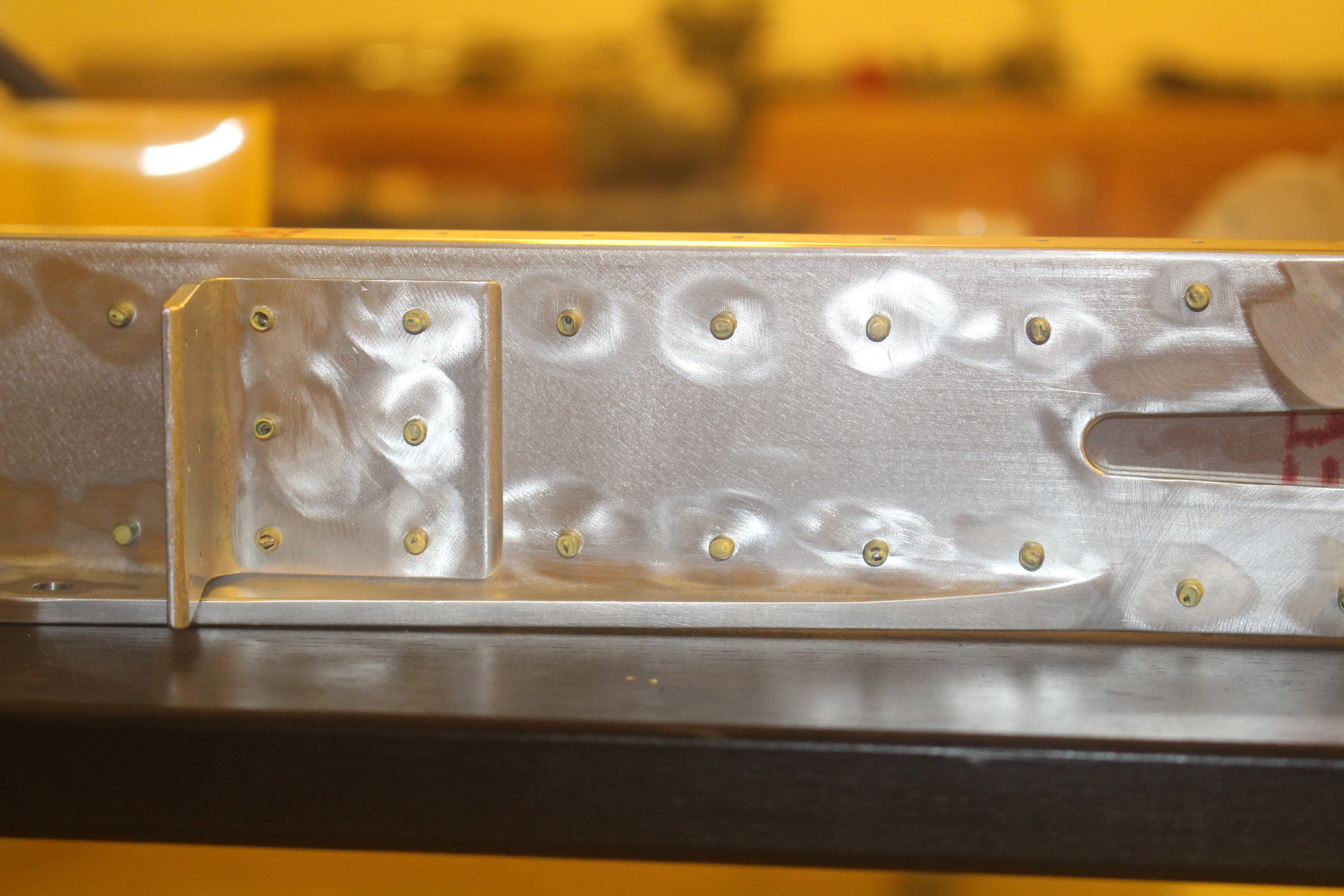
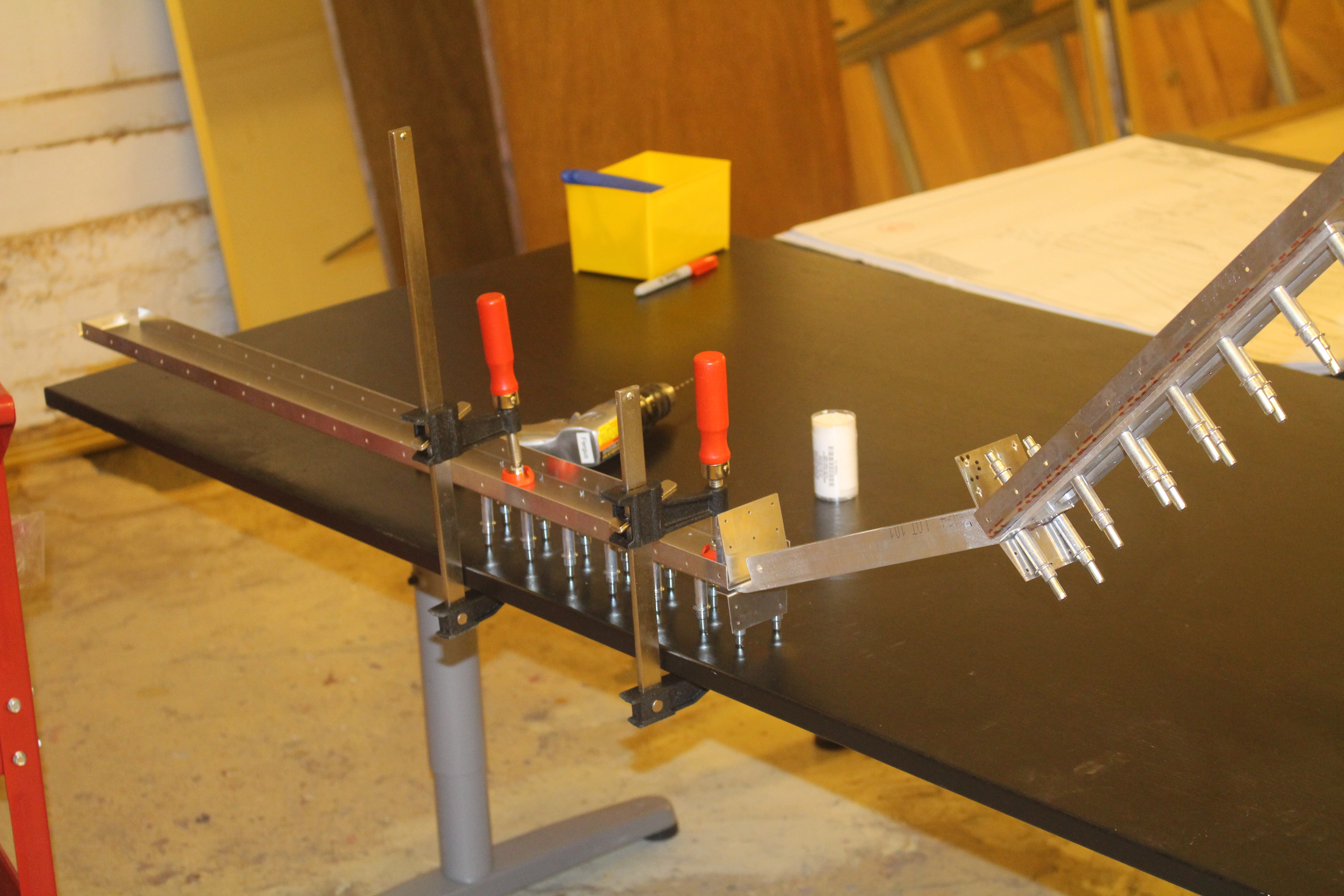
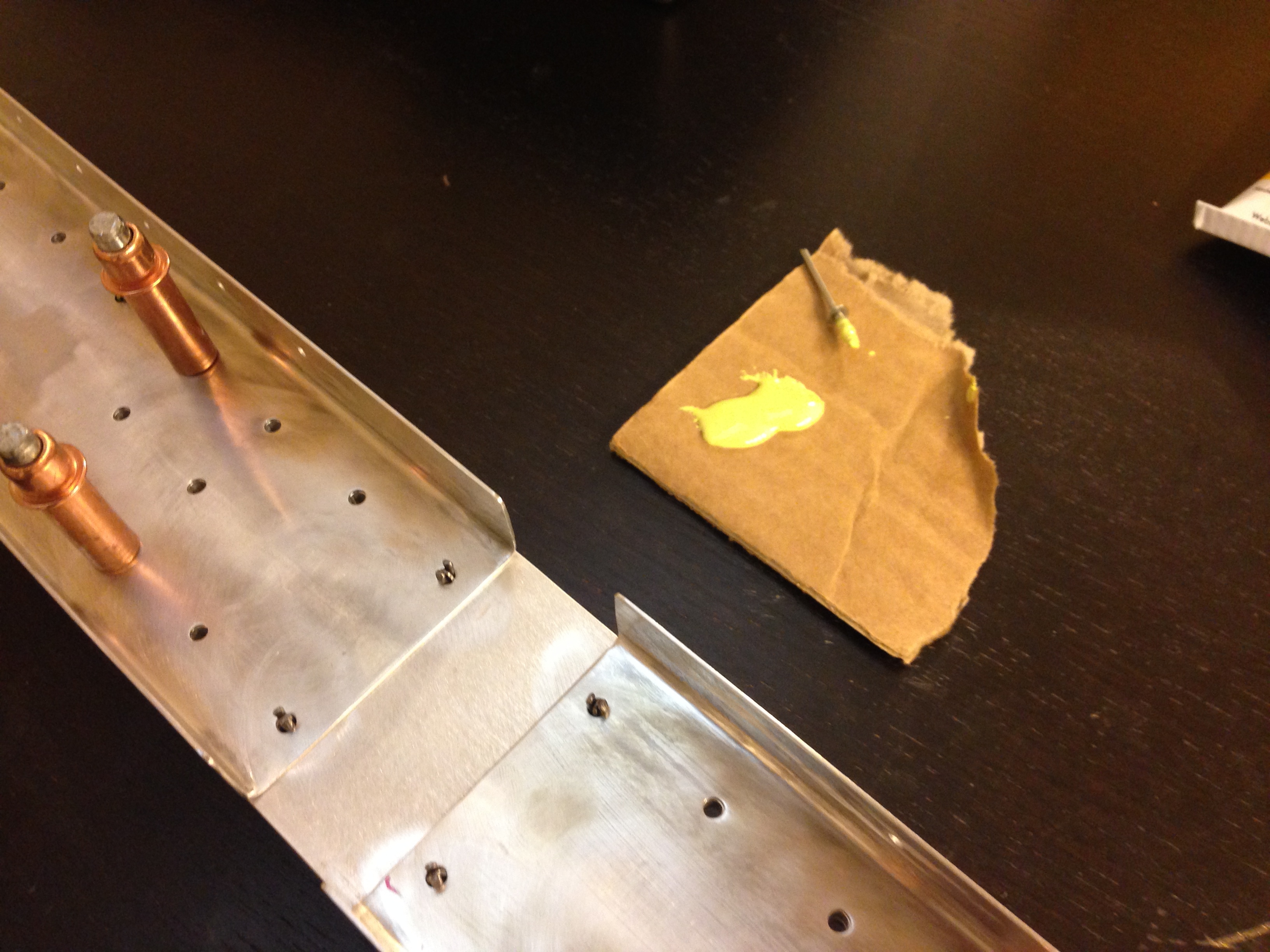
The quality of the laser cut parts was great with hardly any flash or burrs. I decided to start with the T03-01 main spar assembly. The parts cleco’d together in no time, I just used a one in every other hole. The most challenging part was removing the little while part number labels from the factory but I found flux remover spray released the adhesive instantly so they could easily be peeled off.


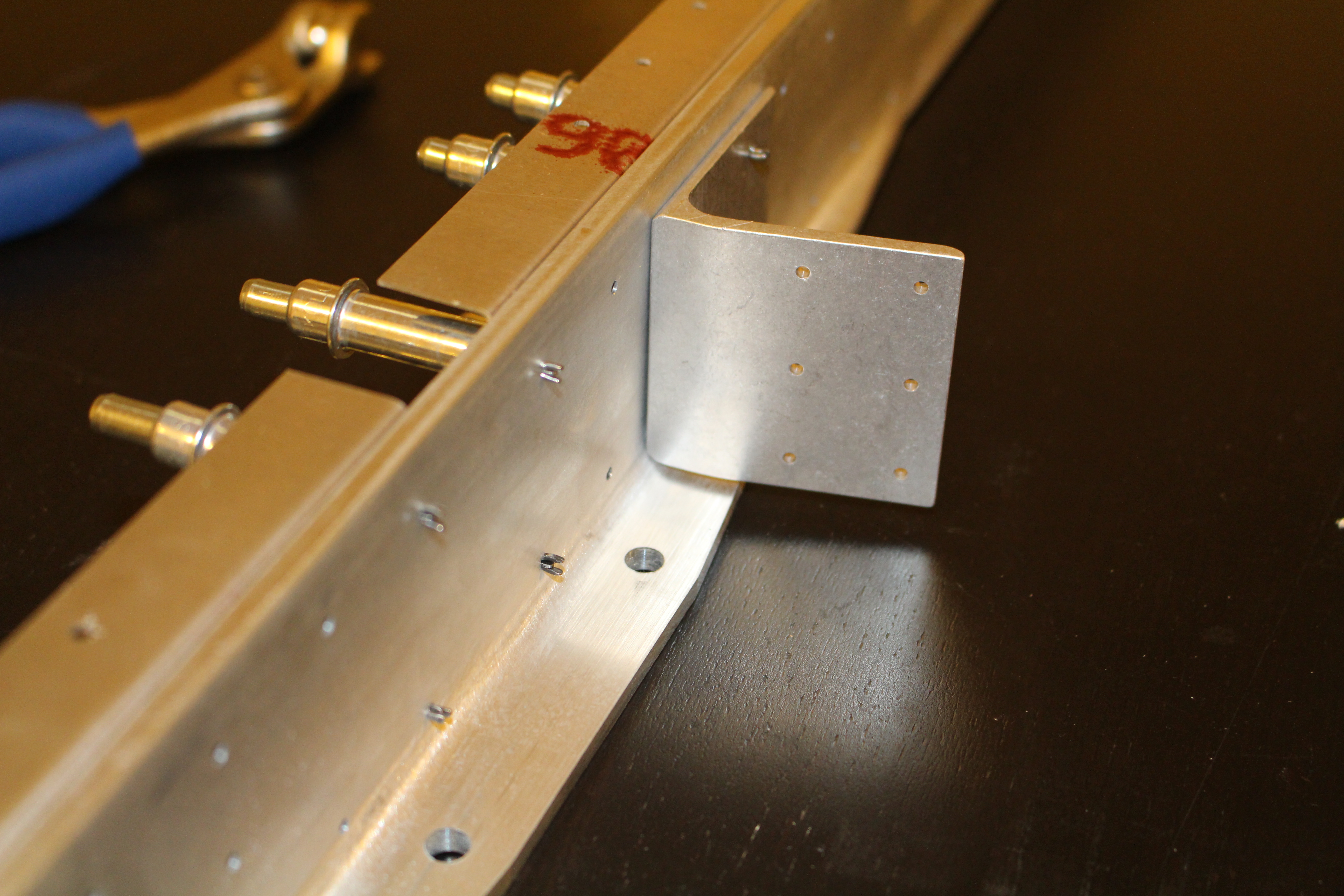
I did notice one small issue with the assembly – the T03-03 attach angle wasn’t sitting flush against the spar as it was riding up on the radius of the extrusion. There is a chamfer on the part to prevent this but it was not deep enough. I decided it was important to have good contact between the the surfaces for shear strength so I filed down the chamfer a small amount until the part sat flush.

After clecoing I up-drilled to #30. I’m really glad I decided to get an air drill, its really small and light compared to an electric drill of the same power. There is nothing like a brand new drill bit through aluminium. With the high speed air drill it cut amazingly cleanly and easily, despite me being bit nervous to do the first irreversible operations on the parts.
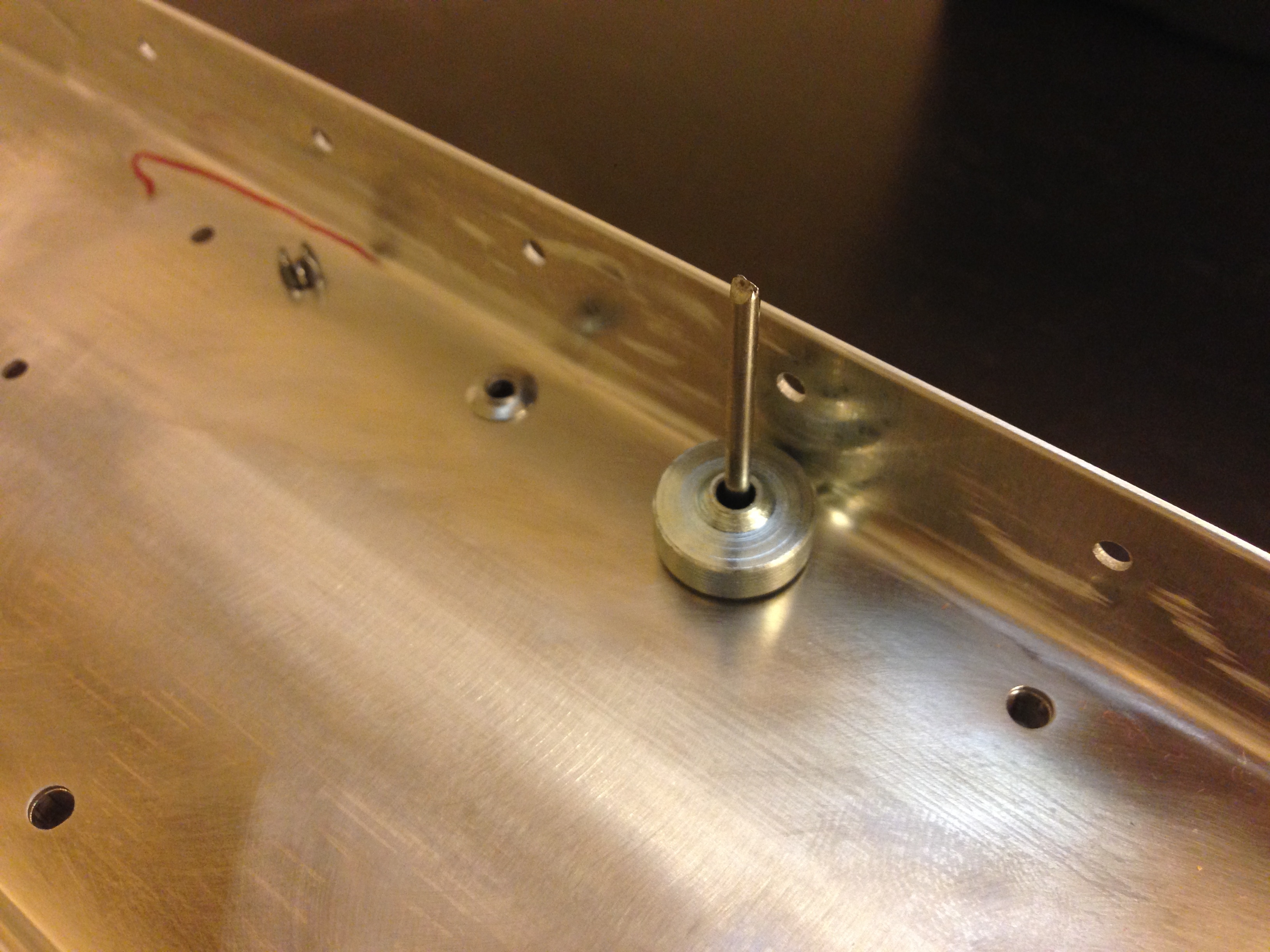
Next I got to try out all the various deburring tools I had amassed. Some of the holes had a slight ridge that would have required quite a lot of material removal with the speedy hole deburr tool. I found the Pan American Tool medium surface conditioning discs in the die grinder made quick work of all the burrs around the holes and I followed up with a single turn with the speedy deburr tool, applying almost no pressure, just to make sure any chip inside the hole was cleared. The medium discs were quite aggressive and left fairly deep scratches that I’ll smooth out with a Scotchbrite pad. I ordered some very fine and super fine discs which hopefully will do a better job.
On the edges I experimented with the 6″ Scotchbrite wheel in the bench buffer as well as the 1″ general purpose wheels from Nebraska Surplus. The 6″ wheel was good on the long straight edges but was quite aggressive on the corners. The 1″ wheel was very soft but left a great finish without removing too much material. For the details around the corners I found a combination of a needle file and the 1″ wheel worked great.
The plan next is to rough polish the inside of the spar channel under the rivets to make it easier to polish up later.
Time: 5 hours