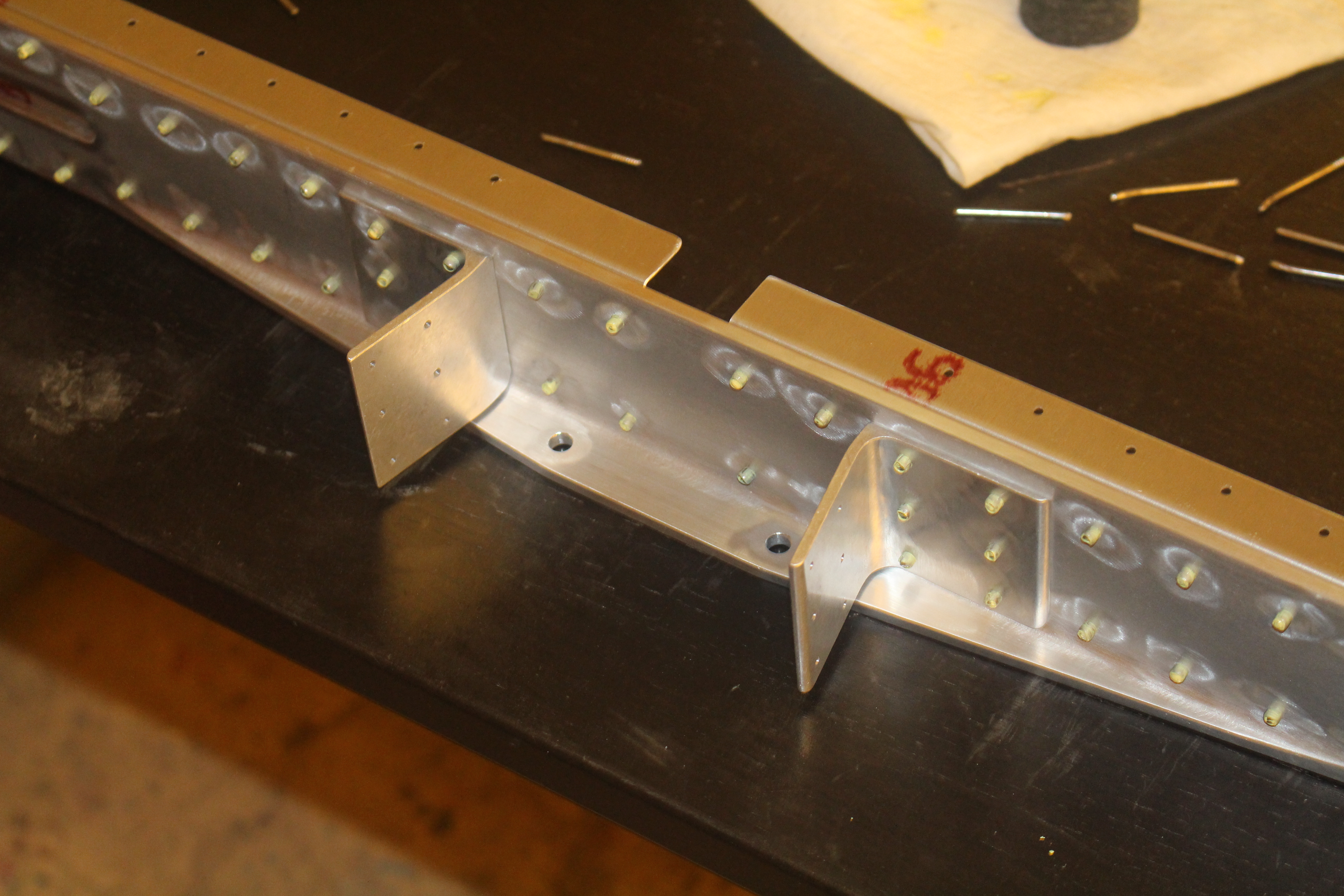
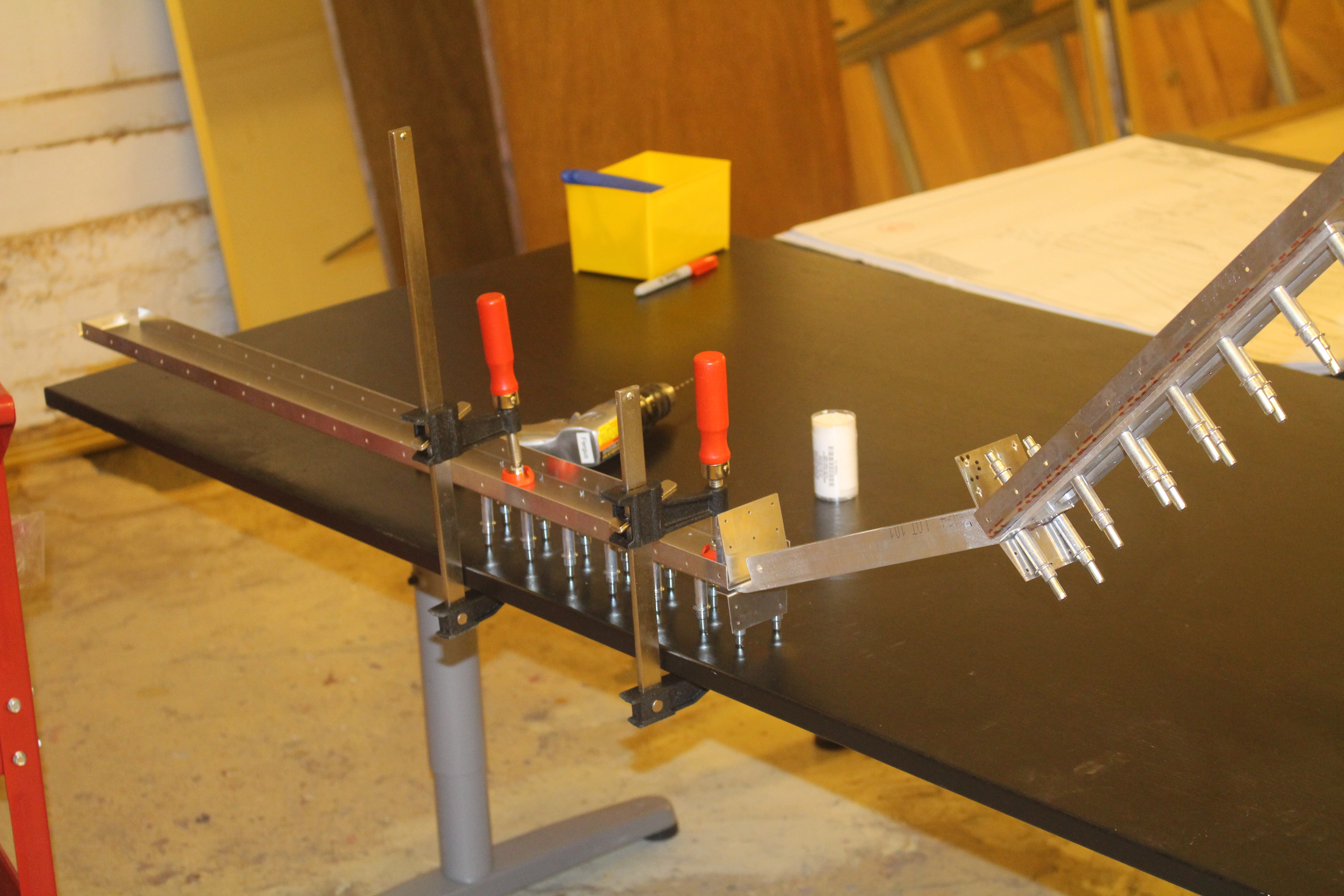
Today I finished the T03-01 horizontal stabilizer main spar assembly. I started by trying to improve my tools for riveting in tight spaces. I ground down the spare (slightly larger) tip of the rivet gun to have an angle and also ground down some of the nose piece. The EAA has some helpful videos on this topic:
http://www.eaavideo.org/video.aspx?v=1432781652
http://www.eaavideo.org/video.aspx?v=60653678001
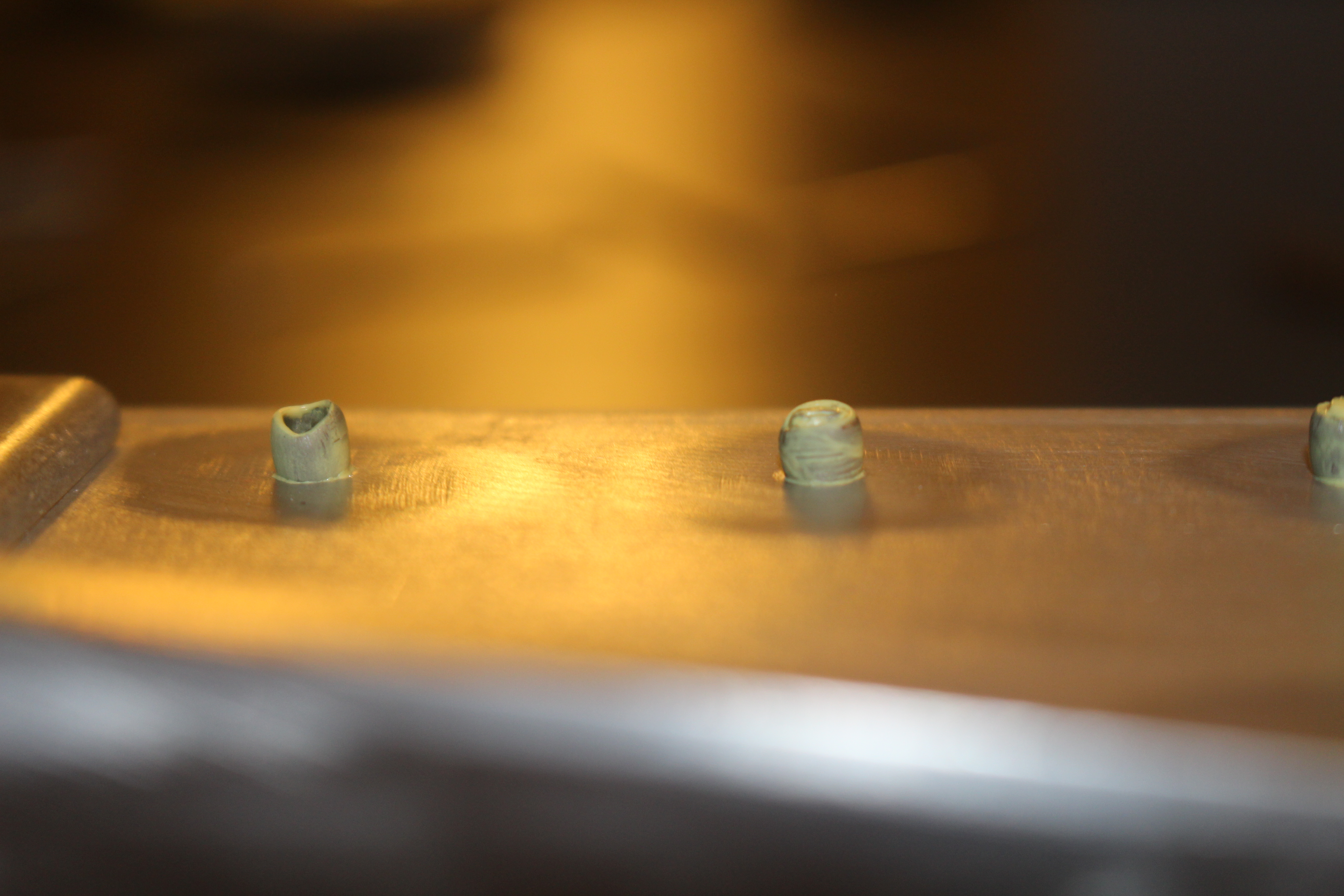
At first I ground the angle too steep and found the rivet stem would break off too high, at the point where if bent round into the nose of the gun. With a shallower angle I got more consistent results. There were still a couple rivets where the stem broke above the normal point but still below the top of the head and the shop side looked well set. I’m still at the stage where I’m worrying every little detail is going to kill me so I’m planning on getting some feedback on the rivets and what is acceptable.

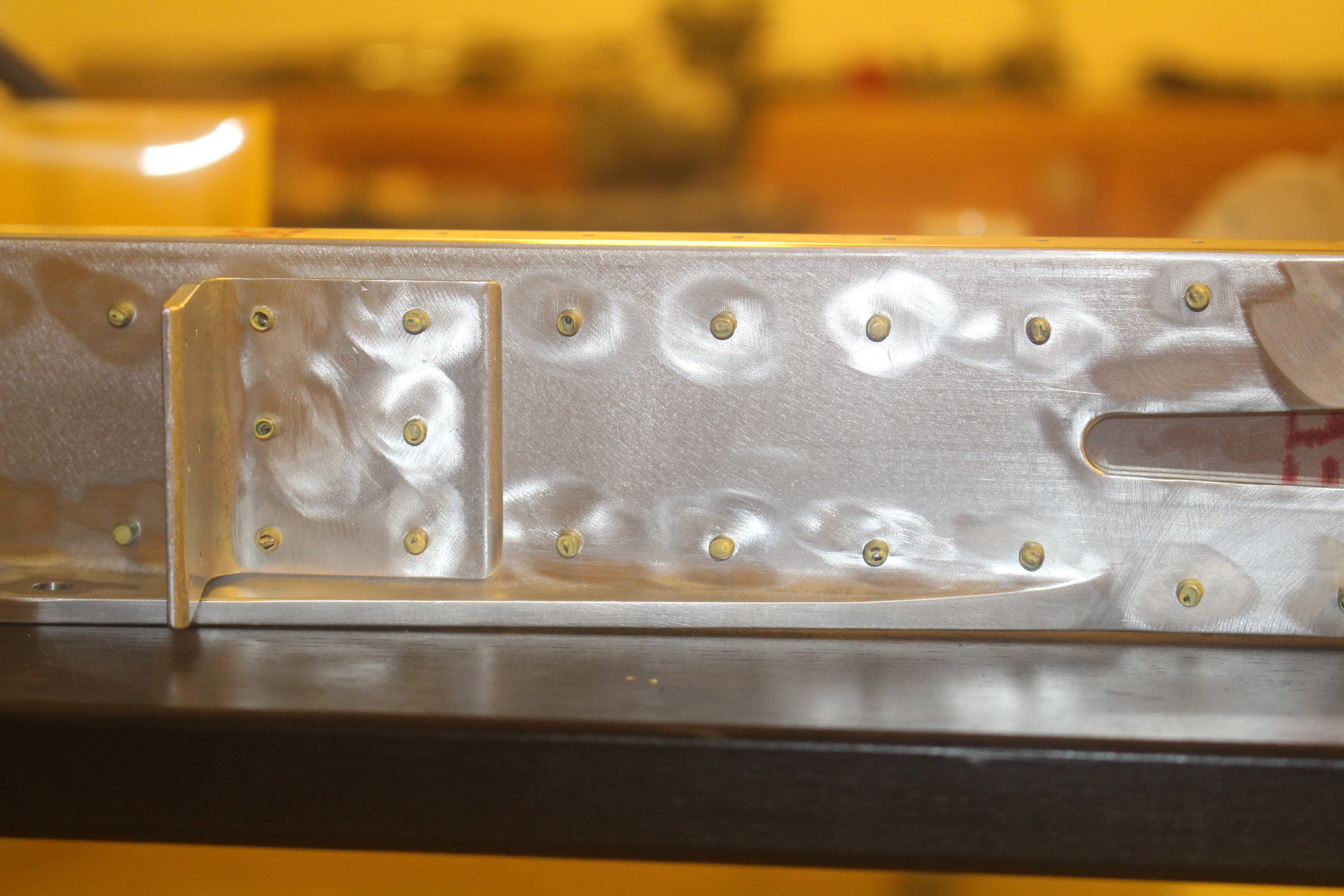
I also noticed that sometimes the stem wouldn’t be pulled as deep into the rivet. This didn’t seem to correlate with the ones where the stem broke too high though. Again, I plan to get some advice on whether this is acceptable.
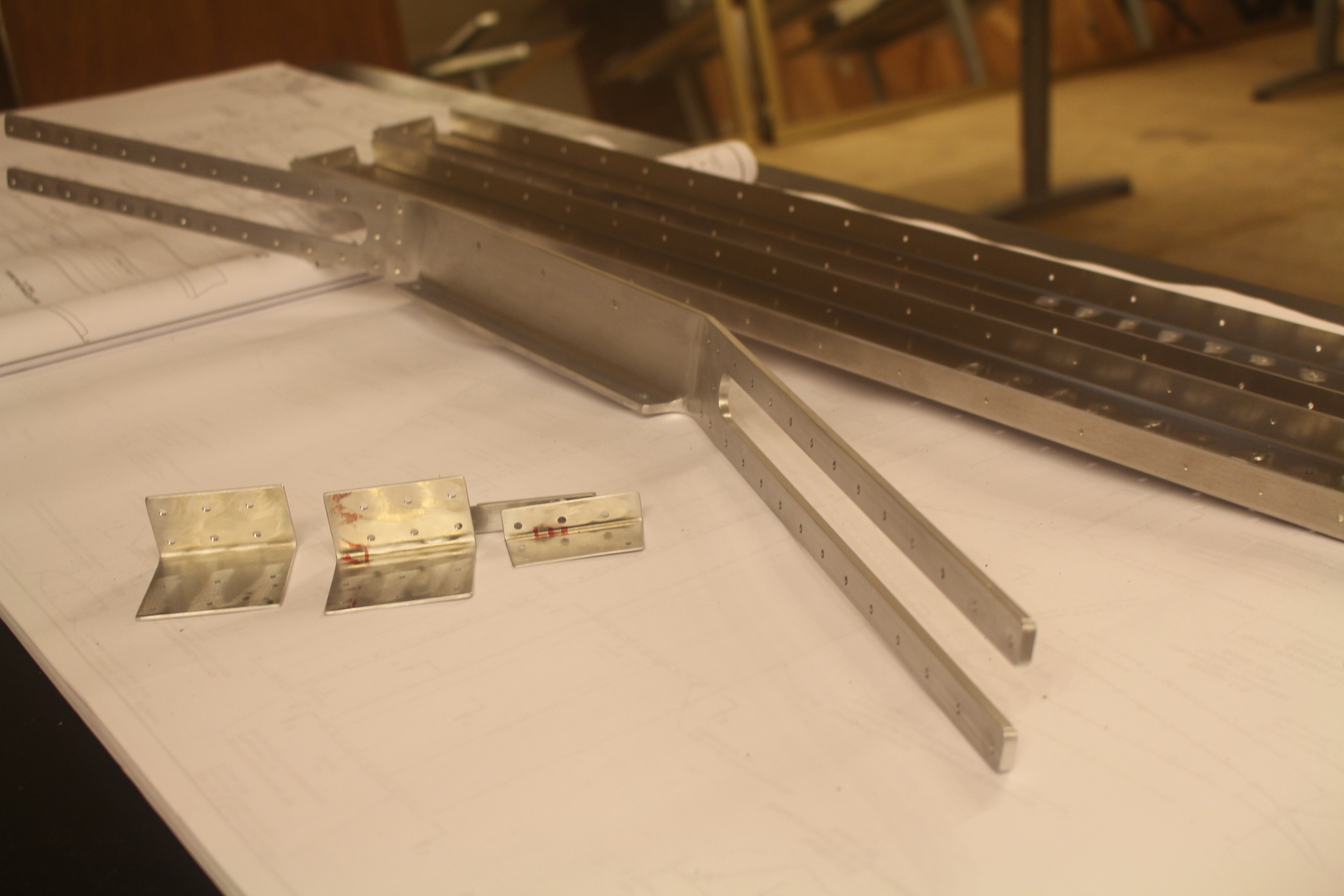
I also had time to up-drill and deburr the forward spar assembly (T03-05). This went much faster than the main spar now I had most of the techniques down. I found the blue surface conditioning discs in the die grinder made quick work of the hole deburring. I started with the vixen file to get the machining marks out of the spar but found the Scotchbrite wheel or the maroon pads did as good a job with less effort and less finishing work. I used a needle file and Scotchbrite pads on the detail areas. One note on the Scotchbrite wheel – I was initially trying to avoid the parts cutting a groove in the wheel by running them at an angle. I found the groove is actually very beneficial and lets you finish the face and corners of long straight edges in one pass.
Time: 7 hours
