
Hello, I’m Fergus. My passion is building – products, teams and companies. I focus on deep tech and problems that require significant interdisciplinary innovation. I also love to help new deep tech founders navigate the leap from a technical background to an executive role.
Previously, I was the Co-Founder and CTO / Head of Product at Swift Navigation.
Find my writing on Medium – https://medium.com/@fergusnoble
Past Lives
Swift Navigation (2012-2023)

We started Swift Navigation to solve one of the hardest challenges in autonomy – localization. Swift’s technology by improves the accuracy of GPS by 100x giving centimeter level positioning.
To achieve this we had to develop algorithms to model everything from the effect of the sun’s radiation on the atmosphere to how much the ocean tides deflects the Earth’s crust.
We deployed hundreds of sensors around the globe to constantly measure these effects and deliver that data to users in real time. This system now powers millions of vehicles to enable ADAS and autonomy as well as last-mile transportation fleets, agriculture and industrial applications.
Joby Energy (2010-2012)
Joby Energy was developing airborne wind turbines – high altitude autonomous kites that could generate wind power consistently and at lower cost. At Joby Energy I was responsible for localization and started developing the technology that became Swift Navigation.

ExoMars – Entry, Descent and Landing (2009)
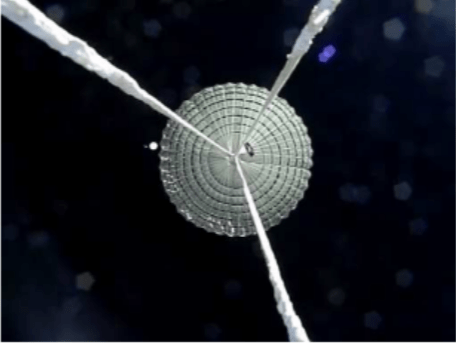
I was contracted by Thales Alenia Space to test prototype parachutes for the European Space Agency ExoMars mission Mars lander from a high-altitude balloon. I was responsible for the avionics together with a large part of the mechanical design of
the test vehicle.
Cambridge University Spaceflight (2007-2011)
I ran a group that pioneered high-altitude balloons over 24 missions as well as developed rockets with the goal of reaching 100 km altitude – the boundary of space.

University of Cambridge (2007-2011)

I studies Physics at the University of Cambridge. My Master’s thesis was on building a low-cost, distributed cosmic ray observatory.
Recognition

Forbes 30 Under 30 Award – Brightest Young Entrepreneurs (Jan 2017)

Inc. 30 Under 30 Award – Most Brilliant Young Entrepreneurs (June 2016)
http://www.inc.com/helena-ball/2016-30-under-30-swift-navigation.html
Consulting & Mentorship






Social
- Writing for humans – https://medium.com/@fergusnoble
- Writing for computers – https://github.com/fnoble
- https://www.linkedin.com/in/fergusnoble/
- Patents & Papers – Google Scholar
